13373770586




更新时间:2024-11-01 21:35:48 浏览次数:34 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 136 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
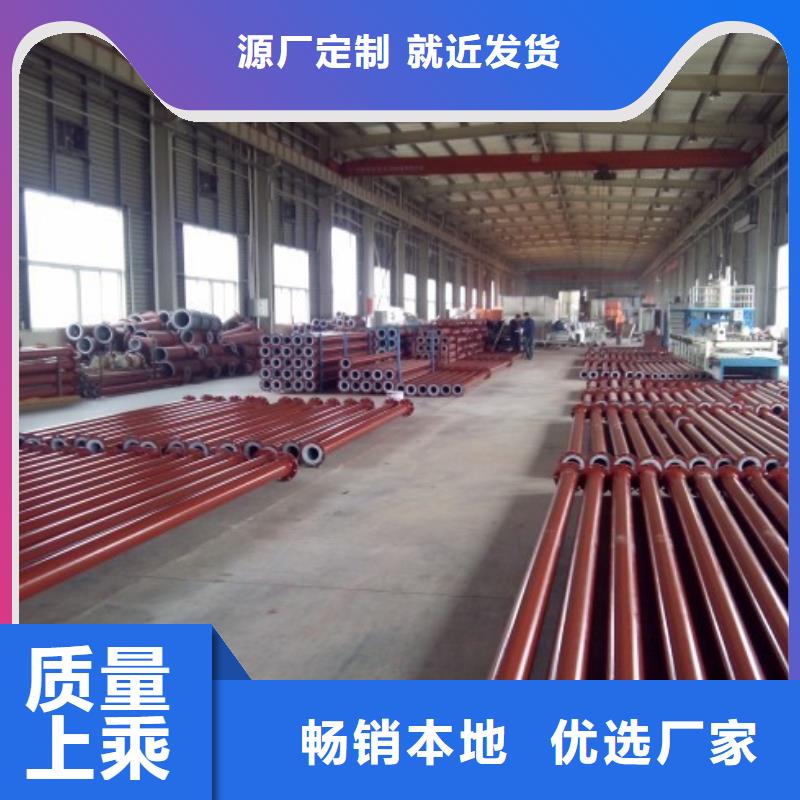
| 厂家/产地 | 纵横机械/洛阳 |
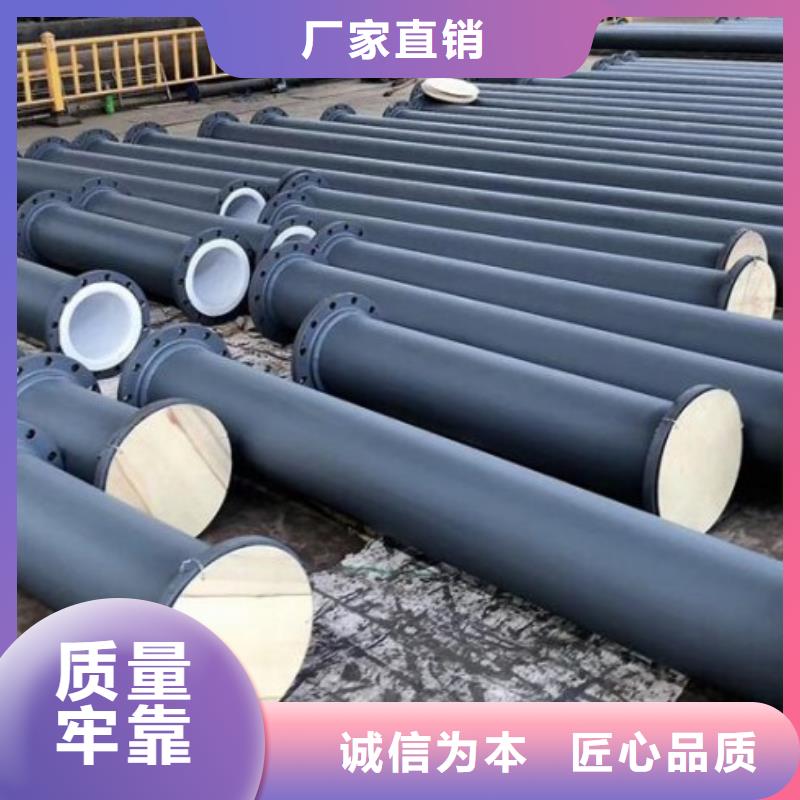
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
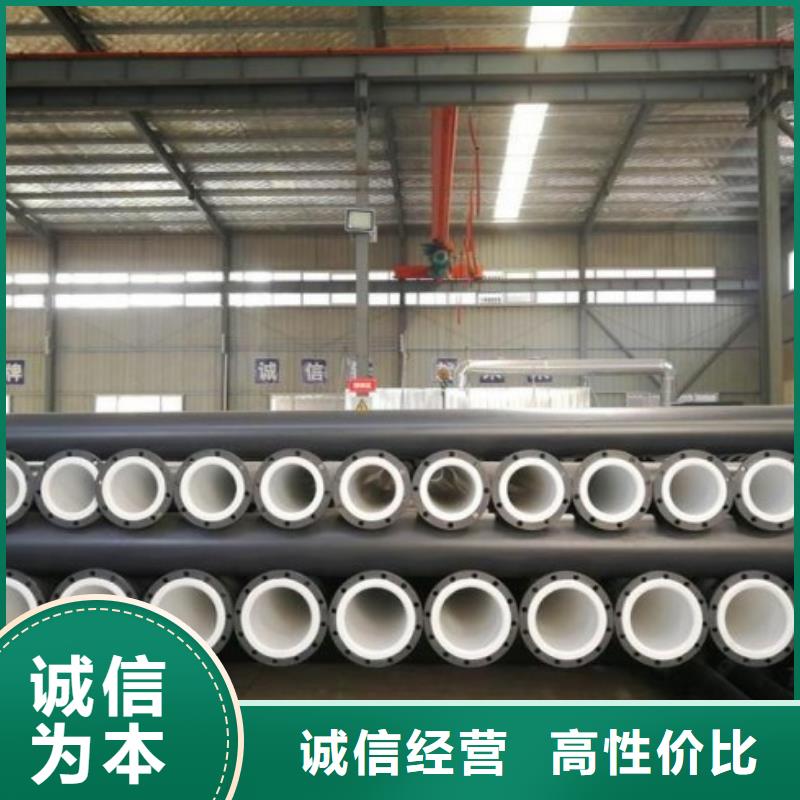
| 生产工艺 | 热滚塑工艺 |
| 连接方式 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |




防腐衬塑管道行业的“危机”
很多管道生产制造厂家负责人调侃道,如今干管道已经陷入了两难的境地。你不干,那就等着活活饿死;你要是硬着头皮干,那就有可能亏死,整不好还有可能触犯法律。
痛点一:低价中标的无奈
低价中标一直以来都是防腐衬塑管道生产厂家的紧箍咒,你不低价中不了标,你低价了,要亏。
其次尽管这几年的人工成本、材料价格不断上涨,但衬塑管道工程定额一直没更新,而更恼火的是中标价格反而越来越低,在这种情况下,能做出优良的管道工程才是一件奇怪的事情,你不觉得吗?
痛点二:营改增的痛
本来,衬塑钢管工程行业的利润率就很低了,每个项目净利润能到10个点就阿弥陀佛了,而且还要确保年内能把所有工程款都完全要回来。后来营改增了,说是为了降低企业的税负,可是,衬塑管道厂家面临的,就会面临材料费用上涨6个点甚至更多。另外,税负没有得到多少实惠不说,还麻烦了(要求三流合一)。
痛点三:材料单价上涨,却不给调价
众所周知,衬塑管道生产的材料费通常占衬塑管件造价比重比较大,大约在60%至70%左右。所以钢塑复合管生产中材料的单价变化,直接决定着衬塑管企业的“生死存亡”。而我们都知道衬塑钢管合同执行过程中,材料的价格随时都有可能随着外部条件出现涨跌变化。工程项目拖的时间太长,而有些时候作为一些项目的发包方,根本不考虑这一因素,出现材料价格上涨也不给调差。
痛点四:文明施工及环保的加码
当然我们不是说工厂生产标准化不对,而是如今对标准化的高要求,直接导致衬塑管道厂家的成本增加了20%-30%,而项目的中标价格却没有跟着水涨船高,还是原来的价格,那衬塑管厂家哪里来的利润!
管道制造业的竞争之激烈,不是行内人不会有感受的,各种紧箍咒加在本就越来越形势不好、利润很低的钢塑复合管工程行业,简直就是相煎何太急啊!就拿衬塑管件厂家来说服务的都是国营大型热电厂,化工厂的废水处理管道,还有就是脱硫系统管道,再次是酸碱盐液输送管道系统,工程庞大,紫金占比高,回款慢,利润低是行业的通病,如果说哪家企业每年还能再博的利润中抽出来高科技创新和管道新材料研发那已经是天地良心企业。


“诚信为本,客户至上”是我们的服务宗旨;以质量求生存、凭信誉谋发展、不断开拓进取、求实创新是我们的经营理念。纵横机械制造有限公司的发展需要您的支持与关爱,我们将以热情的态度为您提供专业、优质的【山西晋中钢衬塑复合管】……



防腐衬塑管道在安装过程中应重视以下几个主要方面:
1、下料加工:
主要控制钢衬塑管道切割的长度、切口的平直度、飞边毛刺的清理和坡口的加工;DN100mm以下的管子切割一般采用砂轮切割机入行,大口径中低压、管子一般采用气割或等离子切割,坡口可以采用手把砂轮机打磨加工;高压管切割和坡口加工,一般均采用管床或坡口机来完成;切口平直度的超标,会影响管口组对间隙的均匀。坡口的加工也应该按照规程要求角度进行,坡口过大,会造成人工、材料和机械的浪费,加大安装成本,坡口过小,容易造成未焊透,夹渣等焊接缺陷,因此,对下料加工工序质量的控制,终的目的主要是保证焊接质量和安装尺寸。
2、标识:
预制管道的每道焊口必须做好标记,尤其合金钢材质及特殊材质管道。标明焊接日期、焊工号、焊口编号,按照单线图把每截管段用油漆标明管线号及管段编号,以免给安装带来混乱,造成焊口无法追踪,致使交工资料与实物不符,特殊材质管道使用位置发生错误等;预制完成的管段必须将端部管口封闭。
3、焊接:
焊接质量的控制是工艺管道施工主要的控制环节,要求焊工严格按照焊接作业指导书进行;影响焊接质量的因素很多,除了管口组对和坡口的影响外,还受焊工素质、焊接材料、天气环境等影响;焊接工作在车间内或地面上进行,环境影响较小,质量相对好控制,主要控制好焊材烘烤质量,严格按照烘烤、发放制度执行,控制焊工每次焊条的领用量,监督焊条桶正常使用;如果工艺要求预暖和热处理的焊口,必须严格控制好每道口预暖和热处理温度,高压管焊接还应注意打底质量的无损检测;
4、安装:
工艺管道钢衬塑管道管件的现场安装是质量控制的难点,受现场安装条件和环境因素制约,必要时应采取适当的质量保证措施;现场焊接的焊口一般均是固定口,质量比较难控制,所以一定要控制好以下几个方面:在预制阶段,对每名焊工进行观察并统计其合格率状况,因为人是质量控制环节中的 要素;管口现场组对质量也必须按照要求进行;
如果碰到风、雪、雨、湿度大等天气,必须要求采取有效的防护措施,才允许施焊;合金钢管冲氩气难度很大,所以是现场质量控制的薄弱环节,也应是质量检查的重要的环节,可以采取药皮或药芯焊丝进行打底,但此工艺必须通过焊接工艺评定认可,而且焊工经过考试合格。
施工检验
工程质量的好坏一定程度上要靠检验来衡量,无损检测、试压、吹扫作为工艺管道安装的必要组成部分,同时也是工艺扫尾的一种手段,更是对施工质量的检验。这就要求必须有一定的计划安排,严格按照规范要求实施。
1、无损检测
无损检测比类必须严格按规范要求进行,对每名焊工每条管线的焊口均应抽检到,发现不合格焊口,必须返修合格并且加倍抽检,直到合格为止,否则对该焊工焊口检测;合金钢材质的管道热处理后还应对其进硬度测量。
2、试压
A、试压前:试压范围的钢衬塑管道管件管道安装工程除涂漆、绝热外已按设计图纸全部完成,安装质量符合有关规定;试验用压力表已经校验,并在周检期内,其精度不得低于1.5级,表的满刻度值为被测 压力的1.5-2倍,压力表不得少于2块;待试管道于无关系统已用盲板隔开,管道上的阀, 板及仪表元件等已经拆开;试压前,注液体时应排尽空气。
B、所有需无损检测的管道必须检验合格后,相关部分、单位认可后方可试压。
C、水压试验时环境温度不宜低于5℃、当环境温度低于5℃时应采取防冻措施。
D、试压过程中:液压试验应缓慢升压,待达到试验压力后,稳压10min,再将压力降至设计压力,停压30min,以压力不降,无渗漏为合格;对位差较大的管道,应将试验介质的静压记入试验压力中。
E、试压后:应及时拆除盲板,排尽液体。排液时应防止形成负压,并不得随地排放。
3、吹洗
A.吹洗前需编制吹洗方案,具体吹洗方法应根据对管道的使用要求,工作介质及管道内表面的脏污程度确定。蒸汽管道应以蒸汽吹扫;非热力管道不得用蒸汽吹扫。
B.对于有特殊要求得管道,必须采取相应得吹洗方法。不允许吹洗得设备及管道应与吹洗系统隔离;吹洗得顺序应按主管,支管,疏排管依次进行,吹洗出的脏物不得进渗透已合格得管道。
C.冲洗时,宜采用 流量,流速不得低于1.5m/s;水冲洗应连续进行,以排出口得水色和透明度与渗透口水目测一致为合格。
D.蒸汽管道吹扫前,应进行暖管,及时排水,并应检查管道热位移;吹扫顺序应按加暖-冷却-再加暖得顺序,循环进行。同时流速不应低于3m/s。
E.管道吹洗合格并复位后,不得再进行影响管内清洁得其他作业。
总结
一个工程的质量决定工程的使用寿命,一个好的业主评价可能会给施工单位在市场树立一个好的形象,一个好的形象可以带来一个好的发展空间。在日益激烈的市场竞争的大环境下,质量将作为诸多砝码中很关键的一环。只有严把质量关,才能有更大的发展。
公司专业生产钢衬塑管道脱硫管等系列的多规格管材及管件产品具有节能环保耐磨防腐等特点。产品质量和售后服务得到了客户的一致好评,我们愿与您携手合作共同为中国的碧水蓝天事业贡献力量。




